
ČepravPVCPPR (polipropilenski naključni kopolimer) je najpogostejša nekovinska cev na svetu, standardni material za cevi pa je v mnogih drugih delih sveta. Spoj PPR ni PVC cement, temveč se segreje s posebnim orodjem za zlivanje in se v bistvu stopi v celoto. Če je pravilno izdelan s pravo opremo, spoj PPR nikoli ne bo puščal.
Segrejte orodje za zvarjanje in pripravite cevovod
1
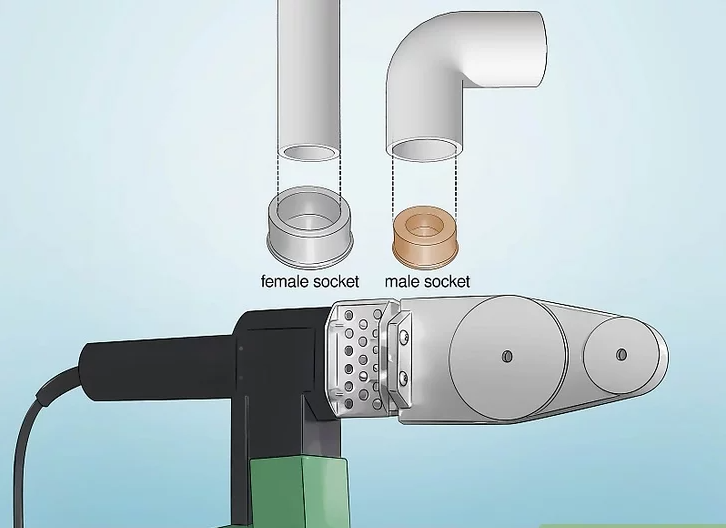
Na orodje za varjenje namestite nastavek ustrezne velikosti. VečinaPPRVarilna orodja so opremljena s pari moških in ženskih priključkov različnih velikosti, ki ustrezajo običajnim premerom PPR cevi. Če torej uporabljate PPR cev s premerom 50 mm (2,0 palca), izberite par priključkov z oznako 50 mm.
Ročna orodja za fuzijo običajno zmorejoPPRcevi od 16 do 63 mm (0,63 do 2,48 palca), medtem ko lahko namizni modeli obdelajo cevi s premerom najmanj 110 mm (4,3 palca).
Na spletu lahko najdete različne modele orodij za spajanje PPR, katerih cene se gibljejo od približno 50 do več kot 500 ameriških dolarjev.
2
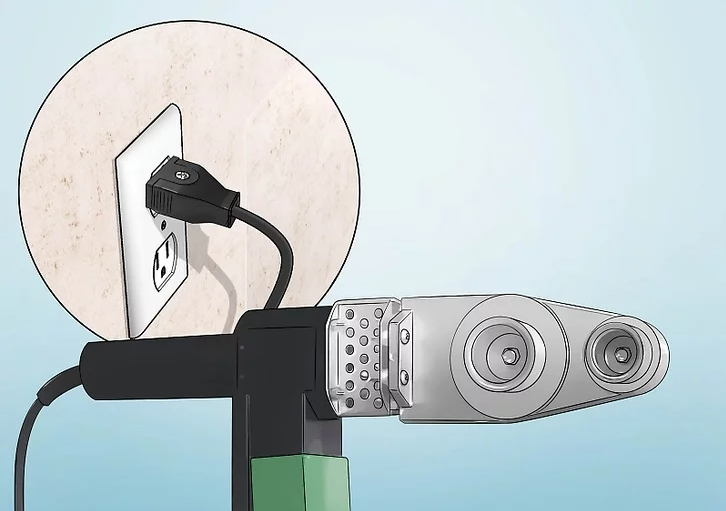
Vstavite varilno orodje, da se vtičnica začne segrevati. Večina varilnih orodij se priključi na standardno 110-voltno vtičnico. Orodje se bo začelo segrevati takoj ali pa boste morda morali vklopiti stikalo za vklop. Modeli se razlikujejo, vendar lahko traja nekaj minut, da orodje segreje vtičnico na želeno temperaturo. [3]
Pri uporabi orodja za termično zvarjanje bodite zelo previdni in se prepričajte, da vsi v bližini vedo, da deluje in je vroče. Temperatura vtičnice presega 250 °C (482 °F) in lahko povzroči hude opekline.
3
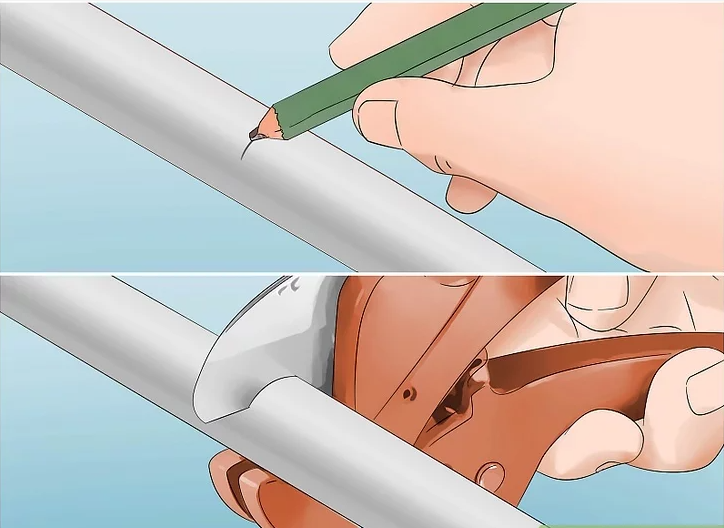
Cev obrežite na želeno dolžino z gladkim in čistim rezom. Ko se orodje za taljenje segreje, z učinkovitim orodjem označite in odrežite cev na želeno dolžino, da dobite čist rez pravokotno na gred. Številni kompleti orodij za taljenje so opremljeni z rezalniki za cevi s sprožilcem ali objemko. Če jih uporabljate v skladu z navodili, bodo ti zagotovili gladek in enakomeren rez v PPR, kar je zelo primerno za taljenje. [4]
PPR cevi lahko režete tudi z različnimi ročnimi ali električnimi žagami ali rezalniki za cevi na kolesih. Vendar pazite, da je rez čim bolj gladek in enakomeren, ter z drobnim brusnim papirjem odstranite vse robove.
4
PPR komponente očistite s krpo in priporočenim čistilom. Vaš komplet orodja za varjenje lahko priporoča ali celo vključuje posebno čistilo za PPR cevi. Sledite navodilom za uporabo tega čistila na zunanji strani cevi in znotraj spojnih elementov. Pustite, da se kosi nekaj časa posušijo. [5]
Če ne veste, katero vrsto čistila uporabiti, se obrnite na proizvajalca orodja za fuzijsko varjenje.
5
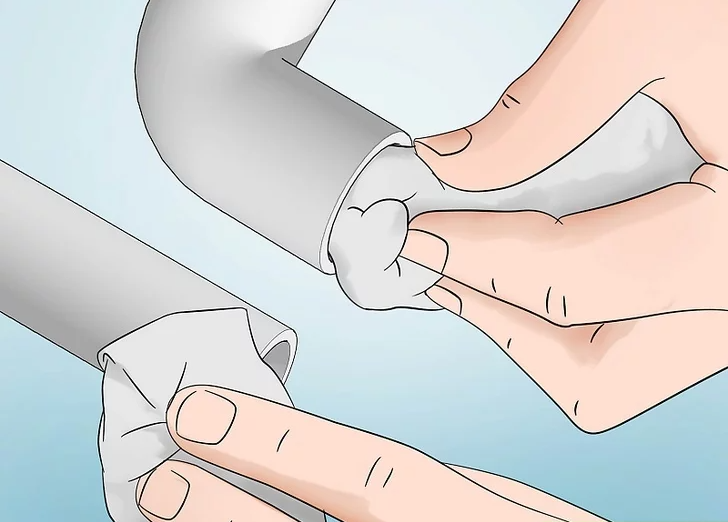
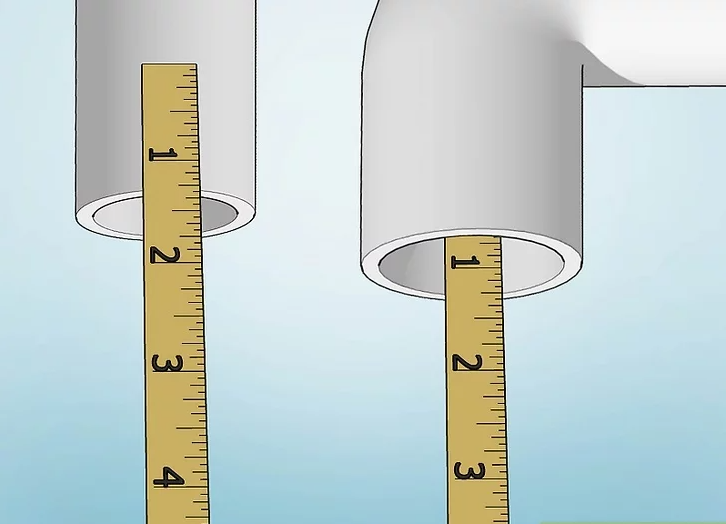
Označite globino varjenja na koncu cevnega priključka. Komplet orodij za varjenje lahko vsebuje šablono za označevanje ustrezne globine varjenja na PPR ceveh različnih premerov. Za ustrezno označitev cevi uporabite svinčnik.
Lahko pa vstavite merilni trak v priključek, ki ga uporabljate (na primer 90-stopinjski koleno), dokler ne doseže majhnega grebena v priključku. Od te meritve globine odštejte 1 mm (0,039 palca) in to označite kot globino varjenja na cevi.
6
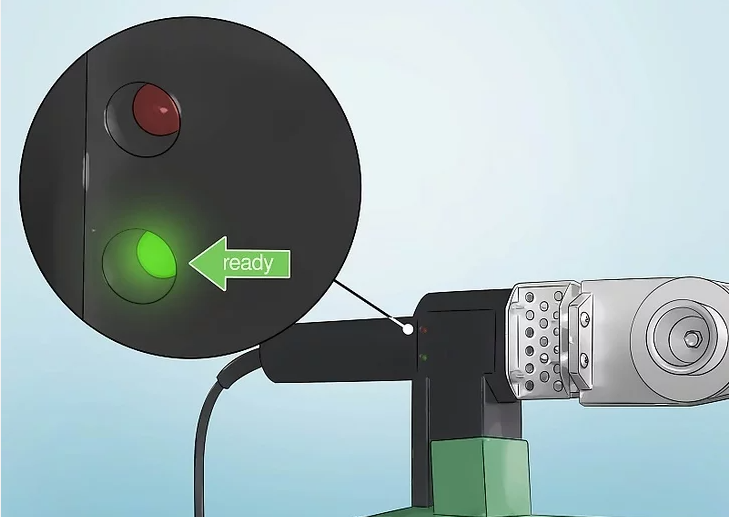
Prepričajte se, da je orodje za zvarjanje popolnoma segreto. Številna orodja za zvarjanje imajo zaslon, ki vam pove, kdaj je orodje segreto in pripravljeno. Ciljna temperatura je običajno 260 °C (500 °F).
Če vaše varilno orodje nima prikazovalnika temperature, lahko za odčitavanje temperature na vtičnici uporabite sondo ali infrardeči termometer.
V trgovinah z varilno opremo lahko kupite tudi palice za indikator temperature (npr. Tempilstik). Izberite lesene palice, ki se stopijo pri 260 °C (500 °F), in jih z eno dotaknite vsake vtičnice.
Čas objave: 31. dec. 2021



